
钛及其合金不同材料激光焊接的研究与发展现状
江苏激光联盟导读:
本文对不同材料焊接钛合金的现状进行了总结;讨论钛及其合金同钢、铝合金、镁合金、镍基合金等的焊接,介绍用来提高焊接接头强度的改性技术以及异种材料的焊接的进展,对显微组织、机械性能和断裂特征等也进行了综述。
1.1?热输入的影响热输入代表提供给工件的能量,是最有影响力和可控制的参数之一,它可以改变熔池的化学成分、几何约束、稀释程度和缺陷的形成。例如,增加热输入量会导致焊缝形状的变化。熔池几何形状的变化取决于冷却速度,冷却速度与熔池长度的平方成反比。通过限制熔池的大小和范围,可以随着峰值温度和凝固时间的改变来限制IMC相。当温度梯度瞬时导致FZ变窄并鼓励IMC的形成时,也可以观察到导致流动逆转的马氏体(Maragoni)液体流动。快速冷却可以作为热应变和裂纹起始的基础,但不易发生裂纹的金属合金可以通过微观结构细化的形式获得高冷却速率的优势,从而导致FZ区域的硬度增加。
然而,由于不同材料的熔池中存在非平衡凝固作用,一些微观结构容易在熔池中发生偏析。激光功率还可以影响对流流动,也称为Maragoni效应,其中液体的流动由于其局部温度和密度的变化,而由熔池表面的表面张力的空间梯度控制。
1.2?扫描速度的影响
降低扫描速度会导致更高的热输入,从而在焊缝中提供更粗的晶粒尺寸和更少的晶界。此外,更高的扫描速度通常会导致更高的冷却速率,这会改变小孔几何形状、熔池稳定性和光束吸收。在某些情况下,焊接速度和热输入的结合也能够抑制IMC的形成。焊接速度的提高会改变熔池的形状。由于表面张力的变化,平行形状的焊道以较低的速度形成,并以较高的扫描速率转变为楔形。由于较高的冷却速度导致较高的焊接强度,2级钛扫描速度的增加导致晶粒尺寸减小(图5)。基于FZ方向错位角的微观结构演变具有较大数量的低角度晶界(形成为α子结构)和较小比例的高角度晶界(形成为起源于先前的β晶粒的α结构)和位错缠结的特征。
在更高的功率下,扫描速度对晶粒尺寸和硬度的影响变得更加明显。需要注意的是,功率和焊接速率(扫描速度)都有助于施加到焊接区域的净功率密度(能量与功率/焊接速率成正比)。
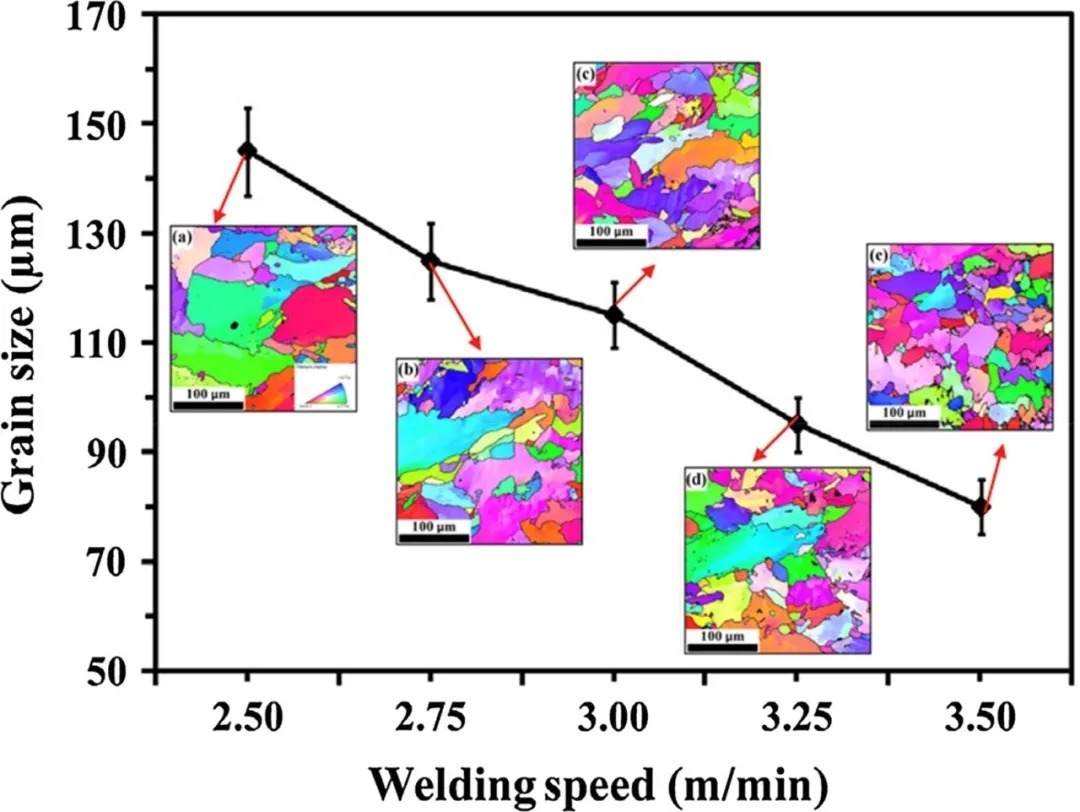 ▲图5?改变焊接速度对晶粒尺寸影响的示意图。插图显示了融合区域EBSD(反极图+晶界)图像的变化。
▲图5?改变焊接速度对晶粒尺寸影响的示意图。插图显示了融合区域EBSD(反极图+晶界)图像的变化。1.3?保护气体
保护气体用于保护焊缝免受各种夹杂物、孔隙和其他缺陷的影响。氩气(Ar)和氦气(He)是最常用的保护气体。在保护焊接过程中,熔池上方的等离子体包含惰性非反应性保护气体和Ti离子,可产生相对稳定的熔剂。氦气是首选,因为它的比重小于空气和氩气,有利于保护焊缝的底部。在焊缝的表面和根部使用有效的保护来防止孔隙从顶部和底部区域的进入点进入是非常重要的。接头之间较宽的间隙可能会产生根切缺陷,而较窄的接头会导致根部填充不足。这些缺陷也是由于空气中夹带污染物导致的等离子体不稳定性引起的。空气的加入会导致等离子体强度发生变化并阻挡入射激光辐射,从而导致孔隙、裂纹和凹陷。保护气体的流速需要仔细选择,因为过高的流速往往会降低钛接头的极限抗拉强度(UTS),而无效的喷嘴角度和间距也很重要。钛在真空下的激光焊接很少进行,但初步研究表明不存在残余氧气,并且可获得高达40毫米的穿透深度,因此满足DIN EN ISO 要求。氢在β相中的溶解度非常高,因为体心立方(BCC)中的四面体孔比密排六方(HCP)大,但可以通过在真空中退火去除。
1.4?钥孔与传导模式
固体/液体和液体/气体界面的形成对学术界至关重要,因为它定义了熔化是以表面还是小孔的形式出现的。一般而言,激光束吸收的能量通过与材料相互作用的钥孔或传导模式发生。传导模式的功率密度低于103W/cm2,但钥孔模式的功率密度要高得多,在105-107W/cm2的范围内。焊接工艺的锁孔模式允许激光束产生深而窄的焊缝。这些模式主要通过更宽的熔池表面传导模式(20%)或被描述为钥孔(70-90%)的更深且填充较窄的腔体来控制目标吸收的激光束能量的量。这些模式可以显著改变焊接特性。不同的材料在从传导到钥孔的转变过程中表现出差异,并且取决于材料的热性能(导热性、比热容、熔点和汽化温度)。